-

云南钢信贸易有限公司
主营:昆明方管,昆明方管批发,昆明镀锌管,昆明镀锌管批发,昆明无缝管,昆明无缝管批发,昆明工字钢批发,昆明钢板价格,昆明焊管批发

云南钢信贸易有限公司
主营:昆明方管,昆明方管批发,昆明镀锌管,昆明镀锌管批发,昆明无缝管,昆明无缝管批发,昆明工字钢批发,昆明钢板价格,昆明焊管批发 10
10
(1)直轧孔型系统。直轧孔型系统是指工字钢孔型的两个开口腿同时处于轧辊轴线的同一侧,腰与轧辊轴线平行的孔型系统。
其优点是轧辊轴向力小,轴向窜动小,不需工作斜面,孔型占用辊身长度小,在辊身长度一定的条件下可多配孔型。
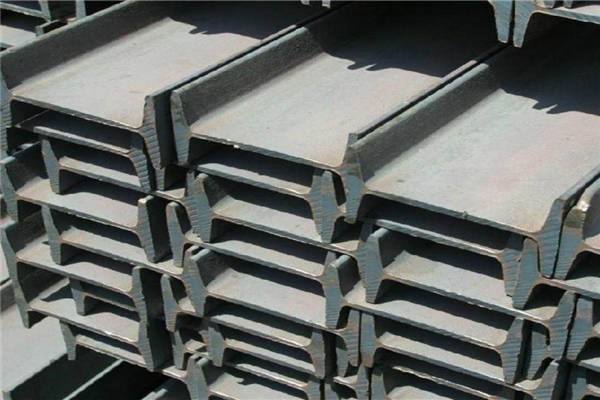
普通工字钢,轻型工字钢,由于截面尺寸均相对较高、较窄,故对截面两个主袖的惯性矩相差较大,这就使其在应用范围上有着很大的局限。工字钢的使用应依据设计图纸的要求进行选用。
(4)特殊轧法。由于某种原因采用通常的轧制方法难以轧出要求的工字钢时,可采用特殊轧法,充分利用不均匀变形和孔型设计的技巧。例如,当钢坯断面较窄而要求轧制较宽的工字钢时,可采用波浪式轧法;又如当坯料较宽而要求轧制较小号工字钢时,可采用负宽展轧制等。
【推荐】怎样生产合格的工字钢 工字钢上防锈漆的流程
希望大家通过本文的介绍,可以对怎样生产合格的工字钢等方面的内容有一定的认识与了解,下面就跟随河南光兴钢铁有限公司的*一同来看一下相关的内容简介。工字钢是一种常见的型钢,在社会发展和建设中发挥了重要的作用,在生产工字钢的时候应该达到3个生产要求:
1、表面质量方面的要求:尺寸按B级以上控制。盘条表面光滑不得有目视可见的裂纹、结疤、耳子、折叠及夹杂,个别细小划痕、压痕、发纹、麻点深度不得**过0.1mm。表面脱碳。盘条一边总脱碳层的深度分为两组,一组不大于1%D,二组不大于1.5%D。
2、低倍组织方面的要求:横截面酸溱低倍组织不得有肉眼可见的缩孔、气孔、分层、裂纹、夹杂、翻皮和白点。一般疏松、中心疏松、中心偏析等各不大于1.5级,总级别不大于4级。
3、非金属夹杂物:非金属夹杂物市造成弹簧损坏失效的较主要原因。显微夹杂中危害大的主要是B型夹杂物和D型夹杂物,总级别不大于2.5级。
工字钢在建筑和大型工程中都有非常广泛的应用,所以在生产的时候一定要注意生产要求工字钢,怎样生产合格的工字钢这样才能保证工程安全。
工字钢的规格是用腰宽的厘米值来表示的,如10号工字钢,其腰宽为10cm。工字钢的种类有热轧普通工字钢、轻型工字钢和宽平行腿工字钢(H型钢)。我国热轧普通工字钢的腰宽为100~630mm,表示为No.10~No.63,腿内侧壁斜度为1:6。轧制工字钢的孔型系统有直轧孔型系统、斜轧孔型系统和混合孔型系统。此外,工字钢还可以采用特殊轧法。